
Zaloguj się aby komentować


Społeczność
Druk 3D
Społeczność druku 3d :-)

KarolaG17
Specjalista
Jaki smar, lubrykant do drukarki 3d? Podajcie jakieś linki
#druk3d #prusa
#druk3d #prusa
Zaloguj się aby komentować
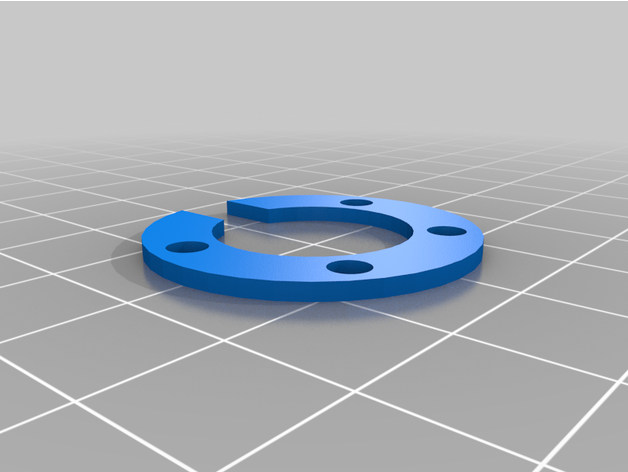
Zrobiłem sobie takie coś co pójdzie do drukarki 3D. Jestem z tego dumny, bo to mój najbardziej skomplikowany projekt so far xD Może i jest upośledzony, ale za to pewnie też zjebany
Jak zwalidować czy to będzie działać w realu - czy gwint wejdzie poprawnie, przed wydrukiem?
Da się to jakoś sprawdzić?
Plik projektu
#freecad #druk3d #autocad
Jak zwalidować czy to będzie działać w realu - czy gwint wejdzie poprawnie, przed wydrukiem?
Da się to jakoś sprawdzić?
Plik projektu
#freecad #druk3d #autocad

Zaloguj się aby komentować
Zostań Patronem Hejto i tylko dla Patronów
- Włączona możliwość zarabiania na swoich treściach
- Całkowity brak reklam na każdym urządzeniu
- Oznaczenie w postaci rogala , który świadczy o Twoim wsparciu
- Wcześniejszy dostęp, do wybranych funkcji na Hejto
Jebłem se gwint i jest zajebiście xD
Pierwszy mój gwincior, zaraz do drukarki a jutro rano będę narzekać dlaczego ujowo to wyszlo w stosunku do kąkutera xD
Btw. jaka ma być odległości między śrubą a nakrętką? 0.2mm starczy?
#freecad #druk3d
Pierwszy mój gwincior, zaraz do drukarki a jutro rano będę narzekać dlaczego ujowo to wyszlo w stosunku do kąkutera xD
Btw. jaka ma być odległości między śrubą a nakrętką? 0.2mm starczy?
#freecad #druk3d

Zaloguj się aby komentować
monk3i
Specjalista
Mam sobie takiego mesha https://www.thingiverse.com/thing:5144070#Print%20Settings i chcialbym wydrukować rzut z góry na zwykłej drukarce tak żeby na wydruku wymiary się zgadzały. Chodzi o to że to jest taka podkładka do kierownicy i można też ją zrobić z kartonu, to bym sobie sam druknął. Tylko nie wiem jak to przerobić na format zrozumiały dla zwykłej drukarki.
#druk3d #grafika3d
#druk3d #grafika3d
Zaloguj się aby komentować
Potrzebuję pomocy.
Mam zamiar zrobić drukarkę 3d. Myślę nad czymś podobnym do endera 5. Pojawiła się jednak jedna myśl. W enderze stół porusza się po osi z, lepszym rozwiązaniem nie byłoby przypadkiem, by to ekstruder poruszał się po osi z zamiast stołu?
Dzięki temu byłaby stała masa poruszająca się.
Drugie pytanie, szyny liniowe mogę montować w dowolnej orientacji bez problemów?
#druk3d
Mam zamiar zrobić drukarkę 3d. Myślę nad czymś podobnym do endera 5. Pojawiła się jednak jedna myśl. W enderze stół porusza się po osi z, lepszym rozwiązaniem nie byłoby przypadkiem, by to ekstruder poruszał się po osi z zamiast stołu?
Dzięki temu byłaby stała masa poruszająca się.
Drugie pytanie, szyny liniowe mogę montować w dowolnej orientacji bez problemów?
#druk3d
Zaloguj się aby komentować
KarolaG17
Specjalista
warto zwiększyć jakieś parametry w Prusie przy drukowaniu 0.2 wysokości, czy zostawić już gotowe z slicera? Ktoś sie bawił ręcznie tymi prędkościami, czy lepiej zostawić?
#druk3d #drukowanie3d #prusa
#druk3d #drukowanie3d #prusa


@KarolaG17 zależy czym drukujesz, jakim materiałem, standardowo ender 3 z pla powinien lecieć do 80
Zaloguj się aby komentować
KarolaG17
Specjalista
Jakie polecacie farbki do lekkiego namalowania czegoś na modelu #druk3d nie chodzi mi o malowanie za pomocą tego pistoletu na powietrze, a zwykłe farby, którymi łatwo się maluje po plastiku. Ktoś coś poleca?
#drukowanie3d #prusa #malowaniefigurek
#drukowanie3d #prusa #malowaniefigurek
@KarolaG17 to także farby tamiya akrylowe do plastiku.

@kapustaglowapusta myślę, że zależy to od tego, na czym komu zależy (głupio napisane)

@Serek_Niehomogenizowany Teraz to mnie zaciekawiłeś. Troche (bardzo) mi gówniaki w tym przeszkadzają ale... zaraz sobie drukne chyba coś z ABS i sprawdzę
Zaloguj się aby komentować
Tomki i Tosie, jaka drukarka 3d na początek idiotoodporna? Ale taka, żeby laik się nie denerwował. #drukowanie3d

@eswemenasja cena jest jak to mówią stała, z tym że albo płacisz gotówką albo czasem i frustracją
Te tańsze o których mówisz to zapewne chińskie klony których sporo jest na Alli. Jakość wykonania to loteria więc i cena niższa.
Możesz jeszcze popytać na grupach czy ktoś nie ma używanej na sprzedaż. Ja gdy zaczynałem (kupiłem w promocji Tevo) najbardziej rozbiłem się o brak wsparcia; producent mnie olał a społeczność albo mówiła w niezrozumiałym wtedy dla mnie języku albo krytykowała wybór.
Z zazdrością czytałem Prusiarzy jak gadają jednym językiem a co najważniejsze - producent pomaga jak może no i parę swoich problemów rozwiązałem podglądając ich dyskusje. Dlatego teraz z czystym sumieniem polecam markę.
@eswemenasja Za tyle kasy można kupić nowego Sidewindera - ja i tak kupiłbym jeszcze taniej używkę, tam nie ma czego zepsuć. Niedawno sprzedałem. Idiotoodporne bardzo. Można mieszać dyszami ile się chce, konstrukcja głowicy jest pancerna, przetopi wszystko. Serio - czego nie wrzucisz to wydali po drugiej stronie. Obsługa banalna, nie ma co ustawiać i psuć. W X2 (ja miałem X1) jest w standardzie btouch więc jest to jeszcze bardziej idiotoodporne. Poza tym, że powolne to po zakupie nowej zabawki za kilka razy tyle jakiegoś skoku jakości nie dostrzegłem - a wręcz niektórych rzeczy już nie mogę zrobić. Np wydruku 300x300x400
@eswemenasja ale za to bez nerwów
Osobiście kupiłem ender 3 w promocji za jakieś ~600 zł. W ciągu dwóch lat dołożyłem do niej ze dwa razy tyle, wymieniłem płytę, ekstruder, hotend i jeszcze parę drobiazgów, nie licząc części, które na niej wydrukowałem.
Ostatnio kupłem Sovol SV06 i z pudełka dostałem taką samą jakość wydruku jak na moim enderze.
Poleciłbym Sovola, ale z tego co czytałem, ludzie też mają z nim problemy. Ja osobiście nie mam, poza małą nierównością łoża, tak że YMMV.
Zaloguj się aby komentować

Acrivec
★Gruba ryba
Zaloguj się aby komentować


no i właśnie po to się kupuje drukarkę 3d
#druk3d #2137
#druk3d #2137

@Argajl Bo od tylu to włóż. ( ͡° ͜ʖ ͡°)

@Yoyek A jak księża targają dzieci to jest dobrze?

@MolibdenowyMateusz Ty Janie Pawle Święty w skorupie żółwia zamknięty.
Zaloguj się aby komentować
Czy są tu wymiatacze Klippera?
Powoli się łamię by wejść w temat ale mam sporo pytań i wątpliwości - słowem szukam guru.
Powoli się łamię by wejść w temat ale mam sporo pytań i wątpliwości - słowem szukam guru.

@AliGi no właśnie chyba też mnie to czeka a nie chciało mi się wyciągnąć drukarki z komory i demontować kasety z płytą główną w podłodze. Ale w sumie profilaktyczny przegląd styków też się przyda.

@tylko_grzanki ale ja na schemacie tylko sprawdzałem a nie na pinach na płytce. Chyba że masz inaczej coś podłączone niż było standardowo.
@AliGi Paaanie, a kiedy to było - nie pamiętam
Zaloguj się aby komentować

Diablo
Specjalista
#druk3d Tree support w nowym #prusaslicer 2.6 wygląda (i działa) świetnie. Aż mi narobiło smaka na brokuły

@Diablo wow. To wersja alfa, czy już wydali oficjalnie 2.6?
@ddddddddd alfa, ale (jak na razie) działa całkiem stabilnie, a tree support wymiata

To lepiej sprawdź tree support w curze wersji beta:) tam zredukowali ilosc podpór, a w prusa slicer to dopiero kiełkuje
Zaloguj się aby komentować
#druk3d #modelarstwo #hobby #heheszki
"Czasami czuję, że ktoś mnie obserwuje" jak ryż gotuję...
"Czasami czuję, że ktoś mnie obserwuje" jak ryż gotuję...



Zaloguj się aby komentować
#druk3d
Cześć. Jest mi ktoś w stanie pomóc z gcode do wydrukowania "czyszczącej" linii na skraju obszaru wydruku przed rozpoczęciem właściwego wydruku? Znalazłem taki przykład na reddicie, moje prośby o wyjaśnienia zostały olane.
G28 ; home all axes
G21 ;metric values
G90 ;absolute positioning
M82 ; // use absolute distances for extrusion
G92 E0; // zero the extruded length
G91; // Relative motion
G1 Z0.3;
G1 X10 Y10 F1000; // Change this value to move the position of the line on the bed
G1 X120 E20;
G1 Y1;
G1 X-100 E16.5;
G1 X-20 E2;
G1 X10 Y-3 F500;G1 Y5 F4000;
G92 E0;
G90;
G92 E0; // zero the extruded length again
Pytania:
Cześć. Jest mi ktoś w stanie pomóc z gcode do wydrukowania "czyszczącej" linii na skraju obszaru wydruku przed rozpoczęciem właściwego wydruku? Znalazłem taki przykład na reddicie, moje prośby o wyjaśnienia zostały olane.
G28 ; home all axes
G21 ;metric values
G90 ;absolute positioning
M82 ; // use absolute distances for extrusion
G92 E0; // zero the extruded length
G91; // Relative motion
G1 Z0.3;
G1 X10 Y10 F1000; // Change this value to move the position of the line on the bed
G1 X120 E20;
G1 Y1;
G1 X-100 E16.5;
G1 X-20 E2;
G1 X10 Y-3 F500;G1 Y5 F4000;
G92 E0;
G90;
G92 E0; // zero the extruded length again
Pytania:
-
czy przed powyższym kodem należy dodać komendy na rozgrzanie obszaru wydruku i ekstrudera?
-
Jeżeli dobrze rozumiem to parametr E## oznacza szybkość ekstruzji. W swojej drukarce zamieniłem dyszę 0.4 na 0.6. Czy w tym przypadku powinienem zmienić wartość E?
-
czy koordynaty X Y Z są równe mm? Pierwszą warstwę mam ustawioną na 0.2mm, czyli linię "G1 Z0.3;" powinienem zamienić na "G1 Z0.2;"?
Ja mam tak, zrobione metodą prób i błędów:
G28 ; home all axes
G92 E0.0 ; reset extruder position
G1 X-12 Y0 Z5 F4000; 0 0
G1 E10 F300;
G1 Z0.3 F3000 ; get ready to prime
G1 Y0 Z0.3 F9001 ; go to front edge of the bed
G1 Z10 ; move up z axis
G92 E0.0 ; reset extruder position
G1 X60.0 E9.0 F1000.0 ; intro line
G1 X100.0 E12.5 F1000.0 ; intro line
G92 E0.0 ; reset extruder position
Grzania nie odpalam oddzielnie, robi to Octoprint sam z siebie
@tylko_grzanki Też używam octoprinta. Gcode dodajesz w slicerze czy też jest na to gdzieś miejsce w octoprint?
@d_kris w slicerze, Też Prusaslicer. Filament Settings > Custom G-code.
Zaloguj się aby komentować


@mrkaloszer w sensie jakiegoś niewolnika?

@boogie jeszcze Jak
Lepiej przy 230 ale dalem 235 bo za malo nadal

Ale ogolnie pla od bbu do gownolit XD
Zaloguj się aby komentować
#druk3d #kapitanbomba
Dałem z siebie całe 30%, ale będzie malowaneeee!
Jak ja dawno tego nie robiłem
https://www.printables.com/pl/model/252598-kurvinox
Dałem z siebie całe 30%, ale będzie malowaneeee!
Jak ja dawno tego nie robiłem
https://www.printables.com/pl/model/252598-kurvinox

30% to za bardzo postarane. Tak sie robi. Tu wyjechane, tu rozciapane, tu sie rozpłynęło bo kto by czekał aż poprzednia warstwa przeschnie. Wygląda jak by mnie było stać żeby mi ktoś malował!

To moje dzieła XD


@veganking dej stl'a
Zaloguj się aby komentować
Lecimy dalej z prototypowaniem gratów do auta. Drukarka nie stygnie.
#druk3d #motoryzacja /tag/tuning#jdm
#druk3d #motoryzacja /tag/tuning#jdm


@TormundBacek a no to okej, to ma to teraz jakiś sens

@TormundBacek jaka drukarka ?

@Yacoshe mars 2 pro, ale nie dograłem jeszcze kalibracji w zadowalającym stopniu.
Zaloguj się aby komentować
Serdecznie polecam zrobienie sobie takiego dry-boxa na filament. Oto dlaczego:
-
Chronimy filament przed zawilgoceniem, a co za tym idzie spadkiem jakości wydruku.
-
Nie trzeba przekładać rolek żeby zmienić kolor filamentu.
-
Koszt to ok. 150zł (pudełko z pokrywką 51L 90zł w castoramie, żel krzemionkowy 40zł/kg na allegro, rurka pcv ok 10zł, kilka wkrętów, 0,5m rurki teflonowej), ale jest to jednorazowy koszt, a można tego używać właściwie bezterminowo (żel można wysuszyć w piekarniku).



@Skawarotka drybox bez wilgotnościomierza (i termometru) to trochę bez sensu bo nie wiesz czy w ogóle tam jest lepiej, niż na zewnątrz.
Btw mój drybox: ikea billy. Wystarcza. Wewnątrz 34f% przy 21'C
Wrzucam tam pełno woreczków "do not eat" - jak sobie poleżą i wciągną wilgoć, to je zamieniam z woreczkami które trzymam wewnątrz drukarki - gdzie upał orkuty, to tam wyparują - wysuszą się


@Hrumque wiem już że muszę uzupełnić zestaw o higrometr. Przy wzroście wilgotności ten żel krzemionkowy zmienia barwę na zieloną - po tym można określić czy jest dobrze czy nie.
Co do suszenia - szczerze wątpię że uda Ci się skutecznie wysuszyć krzemionkę przy drukarce.
W moim przypadku żeby wysuszyć 1kg musiałem go piec przez prawie 3 godziny w 120-150 stopniach.
Swoją drogą niezły zestaw filamentów
Są różne żele krzemionkowe. w pracy korzystamy z takiego który jak pochłania wilgoć to staje się biały/przeźroczysty. Suszenie w 105 stopniach cienko rozsypany na tackach. Wilgotności w eksykatorze o pojemności ok 300 l wahają się w granicach 30-40% RH (2 kg żelu krzemionkowego).
Zaloguj się aby komentować